2024年02月07日
【2024年2月7日(水)晴れ】
早いもので、年が明けてからすでにひと月が経過した。寒さがピークを迎える時期であるが、乾燥肌の身には、リップクリームが手放せない季節でもある。あまり唇が荒れてしまうと彼女にも嫌がられるので、しっかりと保湿して滑らかな状態を維持しなければならない。無論、彼女がいたらの話ではあるが。
滑らかと言えば、切削加工を生業としている私にとって、切削面の滑らかさを左右する「挽目(ひきめ)」が毎日の仕事に深くかかわっている。という事で、挽目について少し書き留めておこうと思う。
1)挽目とは
まず、挽目とは、切削面に残る加工痕の事である。図面上で表面粗さが指定されている場合には、挽目をコントロールして粗さの規格内に収めなければならない。特に高い表面粗さの指定には、摺動性の担保など、機能的な理由によるものや、美観を目的としているものがある。『挽目=面粗さ』と言っても過言ではない程、切削加工において非常に重要な要素である。
2)挽目のコントロールについて
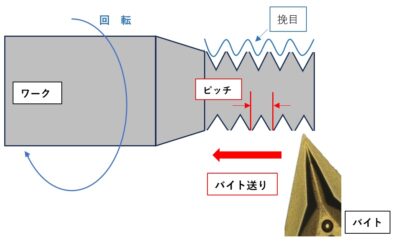
挽目のコントロールには、バイトの送り速度が大きく関係している。速度を遅くすると、挽目のピッチが短くなるので挽目が目立たなくなり、綺麗な仕上がりになる。逆に速度を早くする程、ピッチが大きくなり、粗い仕上りになる。品質と生産性のバランスを考え、最適な送り速度を設定しなければならい。下図は旋盤加工を例にした図である。
面粗さを確保するためのバイト送り速度は、以下の公式を用いて求める事が出来る。
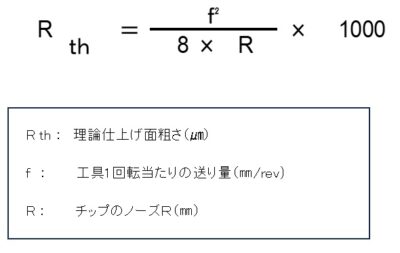
・・・のはずだが、計算した通りに仕上がらないのが難しいところなのである。最も厄介な要因のひとつとして「構成歯先」があるのだが、こいつについては日を改めて書く事にしよう。
3)検査方法
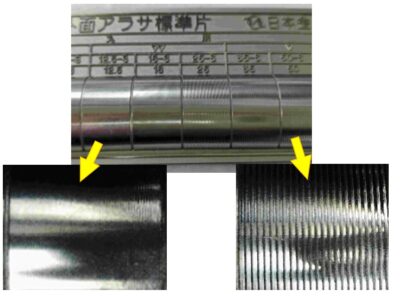
挽目のコントロールは、主に表面粗さの管理を目的としている。機械的に数値を測定できる表面粗さ計のほか、「表面粗さ標準片」という測定器具がある。これは、表面粗さ規格の基準になる表面状態を再現した検査器具であり、切削面との比較試験(目視検査)に用いられる。製造部員としては、緊張の一瞬である。
唇が乾燥してきたので、今回はこの辺でそろそろ終わりにしようと思う。バイトの送り速度にフォーカスして書いてきたが、ワークの材質や工具の選定など、挽目に影響を与える要素は数多く存在する。いずれも一朝一夕で身に着くものでは無いので、これからも知識の研鑽を怠らないようにしていこう。
それにしても、この季節はどうしてこうも人肌が恋しくなるのか。
彼女欲しいなぁ、ちくしょう。